Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM
Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM


Das Werkstück muss auf den Vorbearbeitungsdurchmesser dv vorgedreht werden, eine Fase und ggf. ein Gewindefreistich müssen angedreht werden.
Der Vorbearbeitungsdurchmesser dv entspricht dem Flankendurchmesser d2 des Gewindes, die zulässige Toleranz ist abhängig vom gewünschten Ausrollgrad und der Gewindesteigung. Je feiner die Gewindesteigung, umso kleiner muss die Toleranz beim Vordrehen gehalten werden.
HINWEIS:
Zu beachten ist, dass sich eine Veränderung im Vordrehdurchmesser um das Drei- bis Fünffache im Außendurchmesser auswirkt.
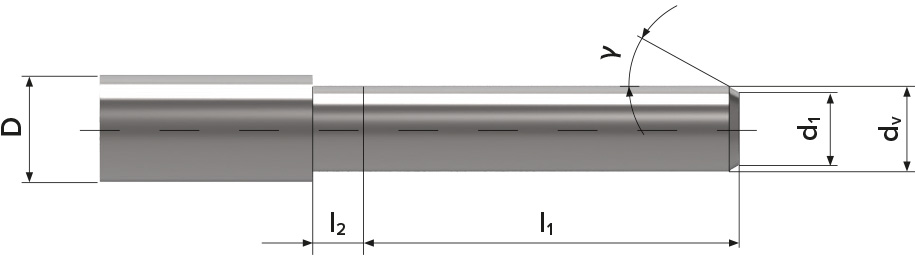
Vorbearbeitetes Werkstück ohne Freistich

Vorbearbeitetes Werkstück mit Freistich
HINWEIS:
Fasen Sie das Werkstück bei Spitzgewinden mit γ = 15–20° (max. 30°) und bei Trapez- und Rundgewinden mit γ = 8–15° an.
Der Durchmesser d1 sollte mindestens 0,2 mm kleiner als der Kerndurchmesser d3 des Gewindes sein.


Anfasen des Werkstücks
D : Bunddurchmesser
dv : Vorbearbeitungsdurchmesser
d1 : Durchmesser am Beginn der Fase
l1 : Gewindelänge
l2 : Länge des Gewindeauslaufs
γ : Fasenwinkel
D : Bunddurchmesser
dv : Vorbearbeitungsdurchmesser
d1 : Durchmesser am Beginn der Fase
l1 : Gewindelänge
l2 : Breite des Gewindefreistichs
γ : Fasenwinkel
β : Auslauffase
df : Durchmesser im Freistich
Der kleinstmögliche Gewindeauslauf bzw. Gewindefreistich l2 ist abhängig von:
Der Rollenanlauf gibt die Umformstufen des Rollensatzes an, z.B.
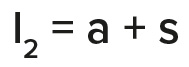
l2 = kleinstmögliche(r) Gewindeauslauf bzw. Freistichbreite
a = Abstandsmaß bis zum ersten vollen Profilzahn
s = Sicherheitsabstand der Rolle bis zum Werkstückbund

Beispiel Gewinde M12 x 1,5:
a = 2,8 mm
s = gewählt 0,5 mm
l2 = 2,8 + 0,5 = 3,3 mm

Berechnen des Verfahrwegs:

z : Verfahrweg
l1 : nutzbare Gewindelänge
lu : Umformlänge inkl. Gewindeauslauf
a : Gewindeauslauf
x : Sicherheitsabstand zum Werkstück (bei der Festlegung von x muss berücksichtigt werden, dass das Rollwerkzeug in geschlossenem Zustand kürzer ist (Öffnungsweg s = Werkzeugabhängig).
Berechnen der Verweilzeit:
ts : Verweilzeit
s : Öffnungsweg des Rollwerkzeuges
n : Spindeldrehzahl [min-1]
f : Vorschub [mm]
1. Gewindeprofil nicht ausgeformt:
Das Gewinde ist nicht maßhaltig. Möglicherweise ist in manchen Fällen dieser Ausformungsgrad ausreichend für ein tragfähiges Gewinde.
2. Gewindeprofil korrekt gerollt:
Der Radius an der Gewindespitze ist deutlich zu erkennen. In der Mitte verbleibt eine Schließfalte. So ist ein Gewindeprofil gut ausgeformt. Dafür muss das Werkstück im Durchmesser genau vorgearbeitet werden, um ein Überrollen der Gewindespitzen zu vermeiden.
3. Gewindeprofil überrollt:
Der Radius an der Gewindespitze ist voll geschlossen. Eine Schließfalte ist nicht mehr ersichtlich, da das Rollsystem fehlerhaft eingestellt wurde oder der Vordrehdurchmesser nicht gemäß Vorgabe hergestellt wurde. Der Ausformungsgrad des Gewindeprofils wirkt sich auf die Standzeit der Rollen aus. Überrollte Gewindeprofile können zu Rollenbruch führen.

