Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM
Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM

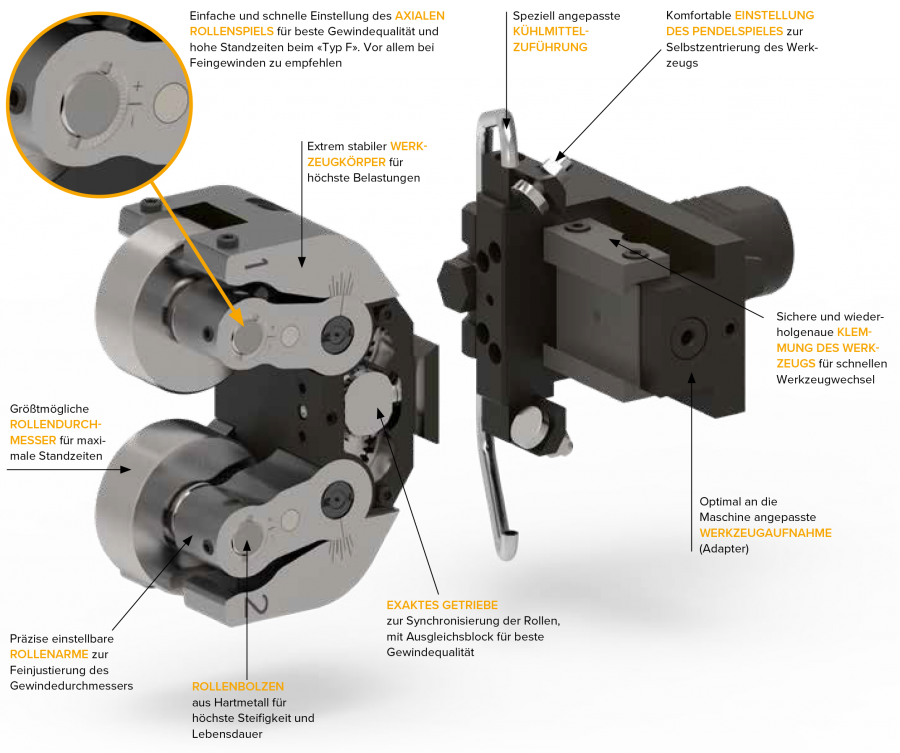
Maximale Stabilität bei gleichzeitig großem Arbeitsbereich.

Nur bei Wagner sind Tangential-Rollwerkzeuge mit vorgebauten Rollen erhältlich. Dadurch ist es möglich, Gewinde bis direkt an den Bund bzw. das Spannfutter zu rollen. Natürlich bei kürzesten Bearbeitungszeiten.


Maximale Stabilität bei gleichzeitig großem Arbeitsbereich.

Exklusiv bei Wagner sind Tangential-Rollwerkzeuge mit vorgebauten Rollen erhältlich. Dadurch ist es möglich, Gewinde bis direkt an den Bund bzw. das Spannfutter zu rollen. Natürlich bei kürzesten Bearbeitungszeiten. Diese Werkzeuge sind für den Einsatz auf allen gängigen Drehmaschinen mit einer gesteuerten Vorschubbewegung konzipiert.
Diese Werkzeuge sind für den Einsatz auf allen gängigen Drehmaschinen mit einer gesteuerten Vorschubbewegung konzipiert.













Die Abmessungen für die einzelnen Gewinderollen können nachfolgender Tabelle entnommen werden:
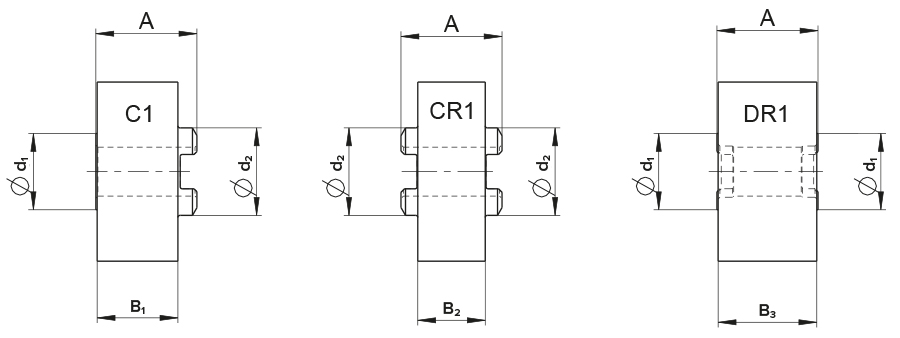
| Typ | A | B1 | B2 | B3 | d1 | d2 |
|---|---|---|---|---|---|---|
| B8 | 14,7 mm | 12,2 mm | 10,8 mm | 14,2 mm | 12,9 mm | 14,4 mm |
| B10 | 19,8 mm | 15,8 mm | 13,2 mm | 19,3 mm | 14,9 mm | 17,1 mm |
| B13–B16 | 26,25 mm | 22,6 mm | 19,7 mm | 25,75 mm | 20,1 mm | 21,8 mm |
| B19 | 35 mm | 31,2 mm | 28,5 mm | 34,5 mm | 23,3 mm | 25,2 mm |

S = Sicherheitsabstand (min. 0,3 mm)
L = erforderlicher Gewindeauslauf (= Z + S)
M = erforderlicher Überstand der Gewinderolle in den Freistich
O = erforderliche Breite des Gewindefreistichs (= M + S)
Die Gewinderollen und der Bund des Werkstücks dürfen sich nicht berühren, d.h. es muss ein Sicherheitsabstand vorgesehen werden. In den Abbildungen sind die erforderlichen Abstände dargestellt.


α = Winkel der Anfasung an der Gewinderolle
Z = Breite der Fase
T = Tiefe des Gewindeprofils
