Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM
Address
Kaiyzer (haftungsbeschränkt) Johannesstraße 45 73614 Schorndorf Deutschland
Work Hours
Montag bis Freitag: 7AM - 7PM
Wochenende: 10AM - 5PM

Maximum stability with large working range.

Front mounted rolls make it possible to roll threads directly up to a collar or chuck.

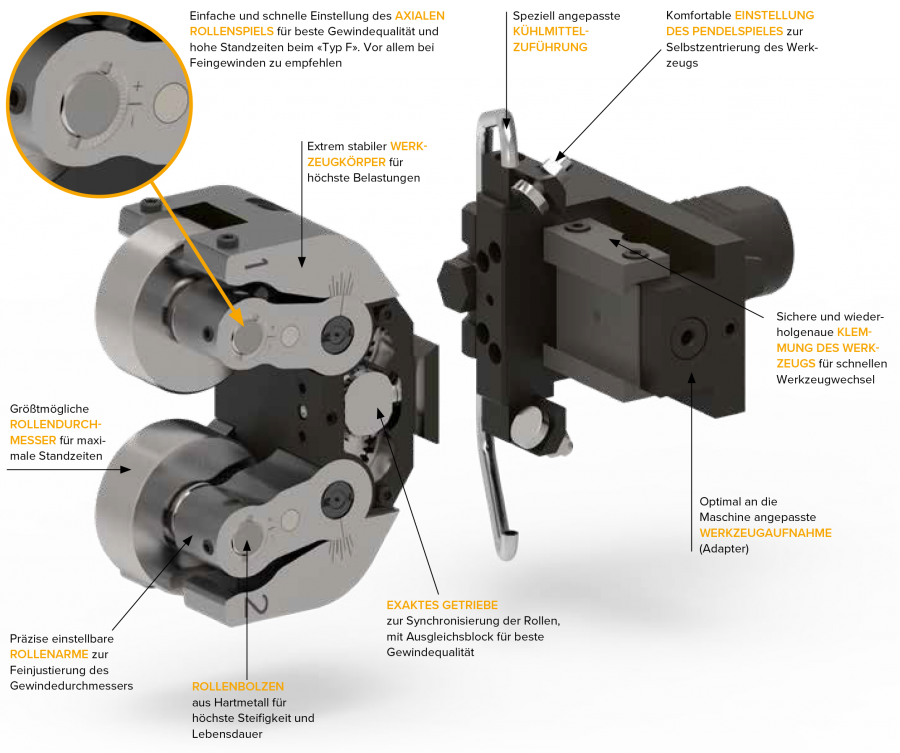

Maximum stability combined with a large working range

Tangential rolling tools with front mounted rolls are available exclusively from Wagner. Within the shortest machining times, it is possible to roll threads directly up to the collar or the chuck. These tools are designed for use on all common lathes with a controlled feed motion.













The dimensions for the individual shapes of the thread rolls can be taken from the following table:
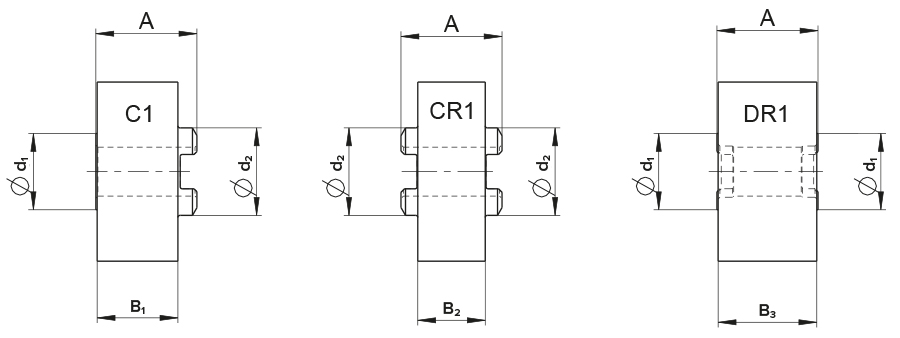
| Typ | A | B1 | B2 | B3 | d1 | d2 |
|---|---|---|---|---|---|---|
| B8 | 14,7 mm | 12,2 mm | 10,8 mm | 14,2 mm | 12,9 mm | 14,4 mm |
| B10 | 19,8 mm | 15,8 mm | 13,2 mm | 19,3 mm | 14,9 mm | 17,1 mm |
| B13–B16 | 26,25 mm | 22,6 mm | 19,7 mm | 25,75 mm | 20,1 mm | 21,8 mm |
| B19 | 35 mm | 31,2 mm | 28,5 mm | 34,5 mm | 23,3 mm | 25,2 mm |

S = Sicherheitsabstand (min. 0,3 mm)
L = erforderlicher Gewindeauslauf ( = Z + S)
M = erforderlicher Überstand der Gewinderolle in den Freistich
O = erforderliche Breite des Gewindefreistichs (= M + S)
Die Gewinderollen und der Bund des Werkstückes dürfen sich nicht berühren, d.h. es muss ein Sicherheitsabstand vorgesehen werden. In den Abbildungen sind die erforderlichen Abstände dargestellt.


α = angle of the chamfer on the thread roll
Z = width of the chamfer
T = depth of the thread profile
The thread rolls and the collar of the workpiece must not touch each other, i.e. a safety distance must be provided. The required distances are shown in the illustrations.
